中思機械-質量是船,品牌是帆
十年專注于切管機、彎管機、倒角機等生產制造
全國定制熱線18015544666
十年專注于切管機、彎管機、倒角機等生產制造
全國定制熱線18015544666

文章出處:未知閱讀量: 發表時間:2018-12-10
液壓彎管機使用是剛剛進入管類加工行業比較頭疼的事情。在進入這一行業之前對液壓彎管機是一點概念都沒有,液壓彎管機用戶要想使用好設備那就要好好的下一番功夫了。記得在今年五月份一位浙江的液壓彎管機用戶在購買我公司設備后老是不能很好的使用和利用它,不是模具調整不到位就是設備操作不靈活。還一度懷疑是我們的設備不行。
我公司中思機械在溝通不能幫助用戶解決問題的情況下,安排技術人員驅車趕到液壓彎管機用戶的工廠,然后對其進行系統的技術指導培訓,在讓他們自己能獨立的完成各種操作流程。在這種情況下液壓彎管機客戶對彎管機全面了解后才知道自己之前所遇到的一些難題都是因為自己的技術經驗的欠缺才造成了不能對液壓彎管機進行合理的使用,造成了不能彎出合格的產品和高效率的完成產品。所以說液壓彎管機熟練使用對工廠正常生產是非常重要的,今天就介紹液壓彎管機的操作流程和模具的正常安裝。
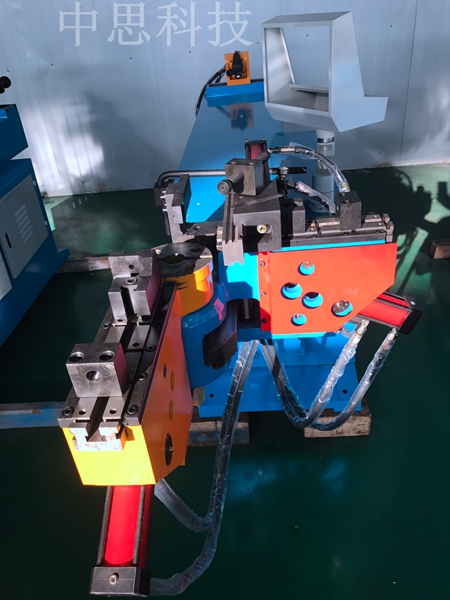
開機前要保持液壓彎管機周圍的清潔沒有堆砌物,尤其是機頭彎管部分,不能影響機頭的旋轉。開機后要讓液壓彎管空機運轉十幾分鐘要讓設備溫度達到穩定的溫度,這樣是為了保證液壓彎管機的彎管角度誤差最小化。在空機運轉時要調整彎管速度,助推的速度要調整和彎臂旋轉速度同步。接下來就到了正常彎管了。把控制版面里的工作模式切換成半自動模式,設置彎管角度,點擊運行,面板上運行按鍵顯示綠燈說明設置后就可以踩腳踏開關。在彎管過程中如出現緊急情況則迅速踩腳踏開關暫停動作。
液壓彎管機模具的安裝,要先把彎管臂彎出90度,然后助推滑板前進出來。做完這些動作后,先把圓模安裝到位緊固底部拉桿螺栓,主夾緊和副夾緊滑塊夾緊到位后安裝夾模,安裝高度要保證和圓模的型腔一致,兩半型腔拼到一起后是一個整圓。然后安裝導模,導模的安裝方式和夾模一樣。芯棒的安裝對于帶球的芯棒一定要保證彎曲面朝圓模一面,前后距離是芯棒的斷面和圓模的中心齊平。對于薄壁管需要安裝防皺模的模具要保證防皺模最薄處和圓模配合平順,不能有明顯拼接的痕跡。

電話 :18015544666
手機 :18015544666
網址:www.zafcard.cn
郵箱:2232989732@qq.com
地址:江蘇張家港市東萊東七公路23號
公司主營:全自動彎管機,切管機,倒角機,縮管機,等各種產品的細分型號,公司產品規格齊全質量穩定,歡迎放心選購
在線咨詢


